服务热线
139-5218-6796

服务热线
139-5218-6796

地址 :江苏省徐州经济技术开发区
服务热线:0516-83053225
电话:13952186796
邮箱:13952186796@126.com
网址 : www.xztlyj.cn
上料车系统操作方法及设备是什么? 跟着料车厂家的小编来看一下吧。
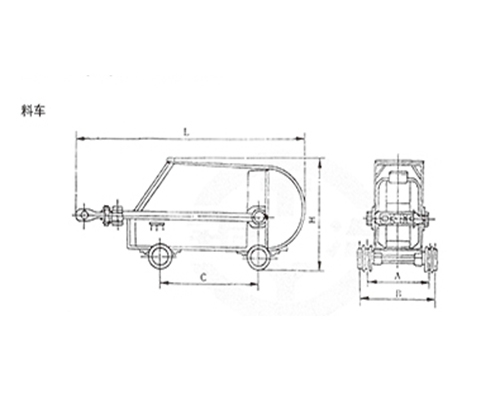
(1)斜桥料车上料方式。目前,我国几乎所有中、小型高炉和部分大型高炉仍采用斜桥料车上料方式。斜桥料车上料方式又分单料车上料和双料车上料两种,单料车上料只适用于小高炉使用,已逐步趋于淘汰。300m3以上高炉以采用双料车上料为主。
①斜桥料车上料系统工艺组成,主要包括料坑、集中称量系统、斜桥、料车、卷扬机、电气自动化控制系统。
②斜桥料车上料方式(双料车)工艺流程,电动马达驱动卷扬机,通过钢丝绳带动料车上下运行。生产时,当一个料车上升到炉顶卸料时,一个空料车下降到料坑,电气自动化控制系统应根据上料料批要求,将集中称量斗里的矿石或焦炭装入料车,装好料后,卷扬机将料车拉至炉顶卸料,同时,另一个料车下降到料坑装料,周而复始,完成上料过程。
③斜桥料车上料工艺的优缺点,当采用斜桥料车上料工艺时,高炉及出铁场和焦矿槽呈并列布置,卷扬机室一般布置在斜桥下方,也有部分高炉卷扬布置在料坑上方。斜桥料车上料工艺简单可靠,投资较少。由于焦矿槽系统与高炉间距有限,不利于布置,不利于炉前渣处理设施和环保设施的布置,同时也不利于各种设备的检修。另外,料车上料能力有限,一般2500m3以上高炉,采用斜桥料车上料难以满足工艺要求。

(2)胶带运输机上料工艺。新建大中型高炉多采用胶带运输机上料工艺。
①胶带运输机上料工艺组成,主要由皮带通廊、主皮带、传动机房、电气自动化控制系统组成。
②工艺流程,主皮带头部与炉顶设备相接,尾部与槽下供料系统相联系,由传动机房的电动机驱动,电动马达共4台,同时工作,当其中1台故障时,其余3台能满足正常工作的要求。正常生产时,槽下设备、主皮带、炉顶装料设备由计算机系统根据上料矩阵实现联动,高炉冶炼所需的各种原料由供矿、供焦皮带输送到主皮带尾部(部分高炉由称量漏斗直接将原料卸到主皮带上),然后主皮带将炉料送至炉顶装料设备,炉顶设备根据程序进行布料。
③胶带运输机上料工艺的优缺点,采用主皮带上料方式,其缺点是投资较料车上料方式大,但采用此种上料方式,焦、矿槽系统可以远离高炉,布置灵活,适应性强,可以腾出出铁场区域附近的宝贵地方来布置炉渣处理设施和除尘环保设施,同时也方便高炉的检修。另外,胶带上料能力、赶料能力强,特别适应现代高炉高强度冶炼的要求。
 在线咨询
在线咨询




 首 页
首 页